专注于铝合金生产石墨应用
提供石墨轴承、石墨坩埚、石墨转子、石墨棒等石墨制品
全国咨询热线:
0769-89392518
青铜石墨含油轴承的生产用粉末冶金方法,新型青铜石墨含油轴承为了增加轴
承的载荷,加入了铁粉,具体制法是采用粒径小于175um的青铜合金粉末和粒径小
于85um的铁粉,加入少量煤油或机油制成混合物,再添加适量小于75um鳞片状石墨
粉、二硫化钼等,经混合后采用冷压制取坯料,并在780C-895C的温度下烧结而成
。其他青铜石墨含油轴承制造工艺与以上工艺大致相同,选择粉料、混合、压形、
烧结、整型。一般青铜石墨含油轴承主要参数:假比重5.5g/cm3--6.0g/cm3,径向
破坏强度一般不小于2.5N,体积浸油率20号机油不小于15%。
镶嵌石墨轴承有两种制造方法。一是浇铸法,将已加工好几何尺寸的石墨滑块
按设计分布在浇铸模中后,用熔融金属液浇铸而成,后经机械加工达到所需尺寸。
二是在金属基材上,按照一定的排列方式,先加工一些孔洞,然后将以石墨、MoS
2及粘结剂按一定比率均匀混合制成润滑剂,固化在孔洞中,经加工后达到所要求
尺寸,镶嵌石墨轴承的抗压强度、热膨胀系数,一般取决于金属材质。例如M551镶
嵌石墨轴承载荷50MPa,使用温度500C,PV值5MPa.m/s,适用于低转速/重载场合,
对粉尘污染等恶劣环境适应性强。
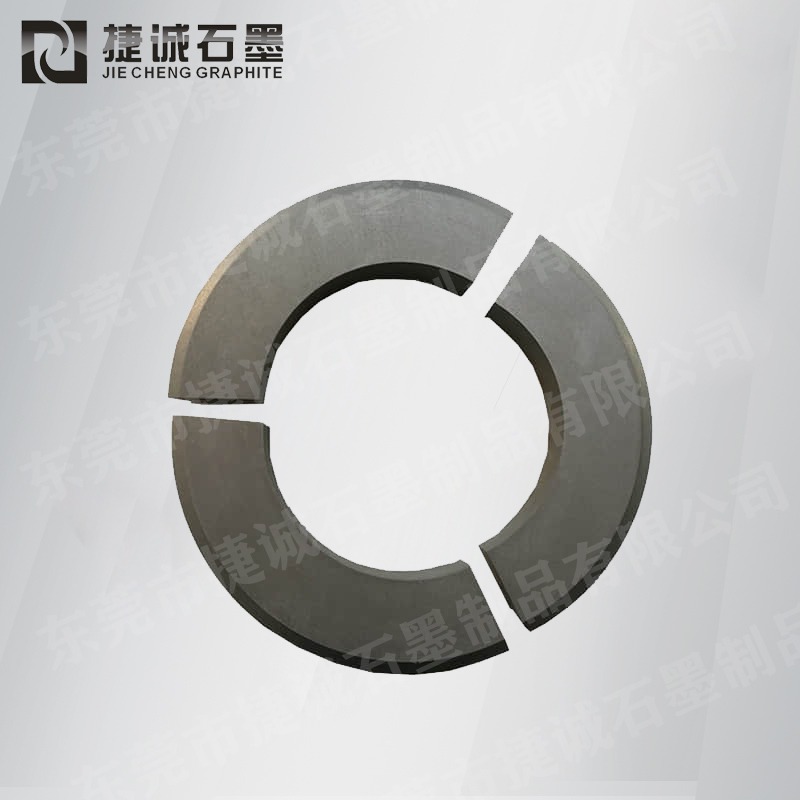
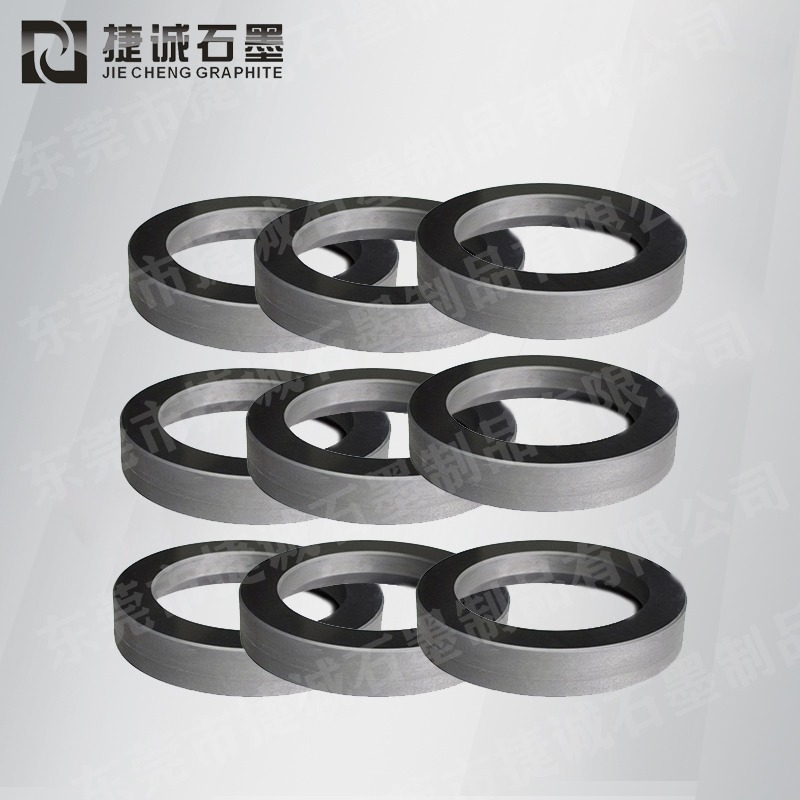
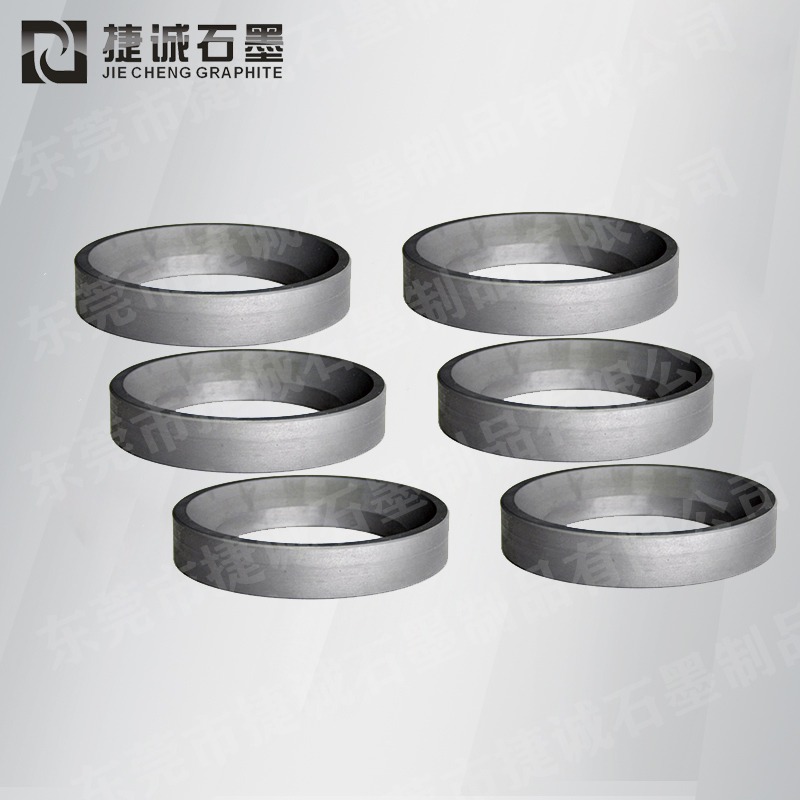
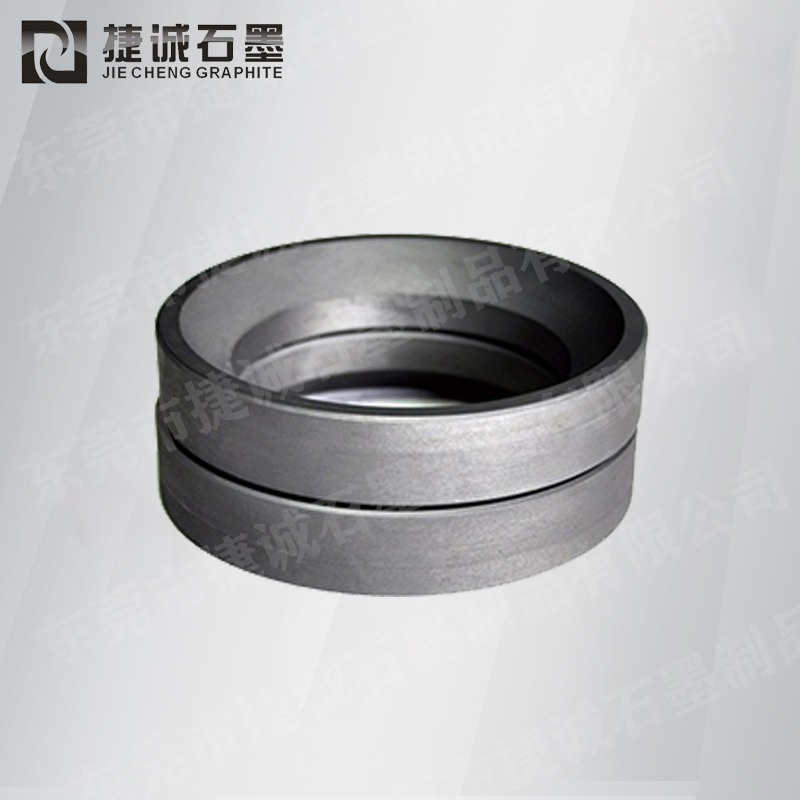
石墨轴承设计种类有圆柱形、圆柱代凸缘形、圆形、特殊结构,但从石墨轴承
的强度考虑,炭轴承的厚度必须比金属轴承大,厚度以内径的1/5-1/7为合适,最
小限度为3mm以上,轴承的长度是内径的2倍以上。轴承运转时温度将会升高,运转
间隙,可根据轴和轴承的热膨胀来决定,一般是轴径0.3%左右。
炭石墨轴承的制造工艺与其他炭制品大致相同,基本工艺过程包括:原料的选
择、原料的预处理、原料的破碎、筛分分级、颗粒状与粉状材料的配料、粘结剂的
选择、混匀、混捏、辊压、磨粉压制成型、焙烧、人造石墨制品还须石墨化处理,
浸渍、机械加工等,部分石墨轴承为了增加机械强度和抗冲击性,还需金属(如锑
、铜、铅等)浸渍,最终达到所要求的技术性能,再进行机械加工成所要求的几何
尺寸。