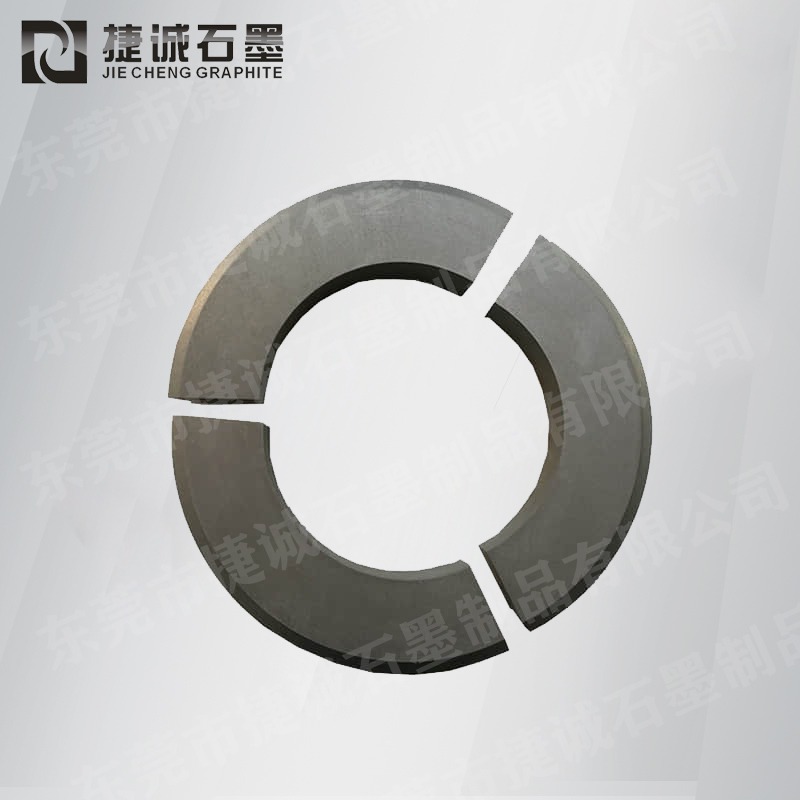
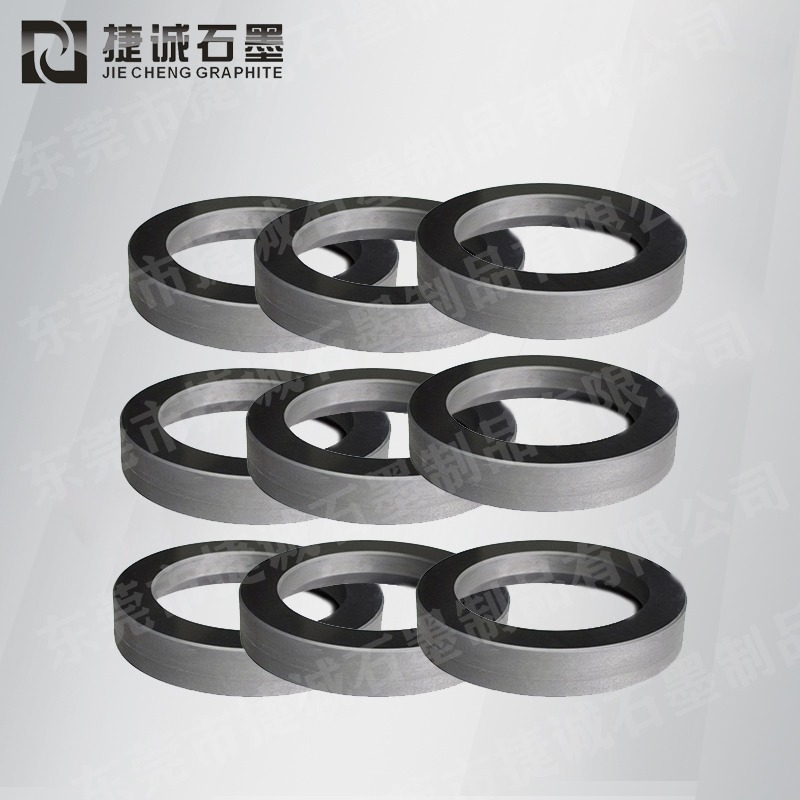
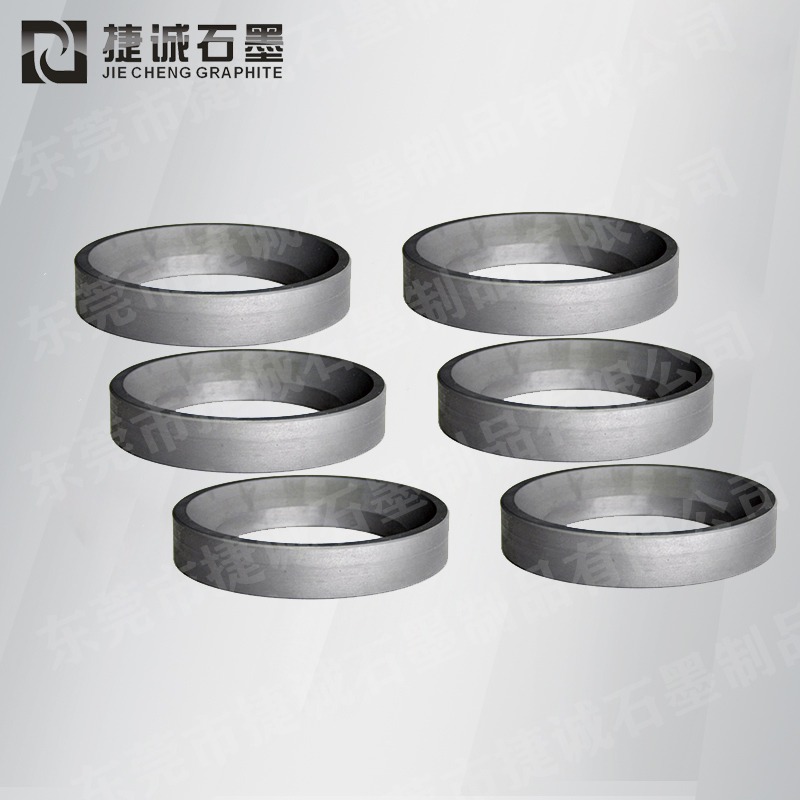
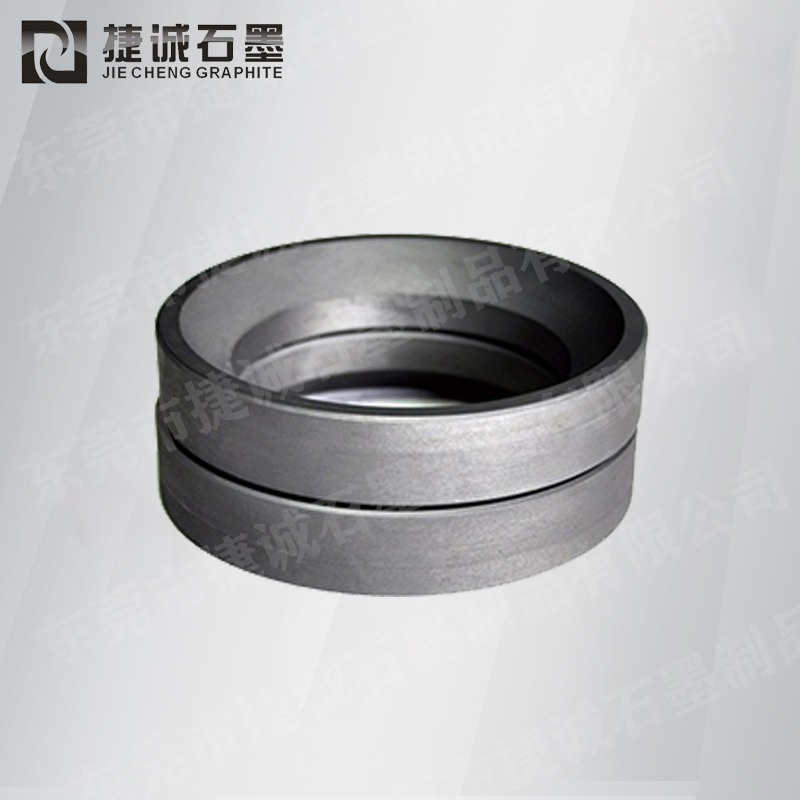
专注于铝合金生产石墨应用
提供石墨轴承、石墨坩埚、石墨转子、石墨棒等石墨制品
全国咨询热线:
0769-89392518
石墨加工方法:石墨加工
石墨电极综合加工条件的参数设定:
1.粗加工参数组合:
①脉宽:200us,峰值电流:55A,平均电流:25A,粗糙度:Ra12.5
2.加工参数组合:
②脉冲宽度:100us,峰值电流:30A,平均电流:15A,粗糙度:Ra9。
③脉冲宽度:50us,峰值电流:15A,平均电流:6A,粗糙度:Ra6.3
④脉冲宽度:25us,峰值电流:12A,平均电流:5A,粗糙度:Ra4.5
⑤脉冲宽度:12us,峰值电流:8A,平均电流:4A,粗糙度:Ra3。
3.精加工参数组合:
⑥脉冲宽度:6us,峰值电流:6A,平均电流:3A,粗糙度:Ra2.1
⑦脉冲宽度:3.2us,峰值电流:4A,平均电流:1~2A,粗糙度:Ra2。
1.刀具要求:锋利,前后角大,有切屑槽。
2.刀具材料:硬质合金刀涂层刀金刚石刀
3.进给速度:粗加工5500~8000,精加工4000~6000。
4.机器转速:粗加工6500~10000转;完成6000 ~ 20000转
5.加工余量:0.6mm的粗加工;;精加工0.3毫米
6.切削量:横向切削量为刀具直径的1/2~2/3,深切削量为刀具直径的1~1.5倍。
7.切削方向:铣削方向切削优于上切削,顺铣优于逆铣。
石墨的放电加工特性;
a:便宜,经济,实用。
b:能承受大电流,放电速度快,效率高。
c:不易变形,适合薄骨位(Ria)加工。
d:目前镜像放电需要改进。石墨加工